焼鈍部門
- HOME
- 焼鈍部門
超大型炉体移動式焼鈍炉導入

高精度機械には不可欠な焼鈍
鋳込み後の枠内徐冷では鋳造応力(ひずみ)が残ります。
※枠内での徐冷では、上下肉厚差や外気温等の異なる条件下で、一定した安定温度に徐冷することは不可能です。必ず徐冷ムラによる内部応力が発生します。
応力除去するには、1~2年常温で枯らすシーズニング、又は焼鈍炉によって応力が解放される約600℃前後まで再度加熱後、安定温度でゆっくり徐冷させて残留応力を取り除く必要があります。
高精度機械に必要な残留応力の除去
特に高精度が求められる工作機械や産業機械などの複雑形状の鋳物において、肉厚変動による収縮の時間差や鋳型抵抗により発生する残留応力を除去する事が求められます。
また、製缶品などの溶接構造物も必ずひずみを取る必要があります。
製品の見た目が変わらないので、焼鈍をしなくても大丈夫に思えます。しかし、長年経つと残留応力により違いがでてきます。
高精度を維持するためにも経年変化を抑える焼鈍が必要になります。
高性能焼鈍の定義
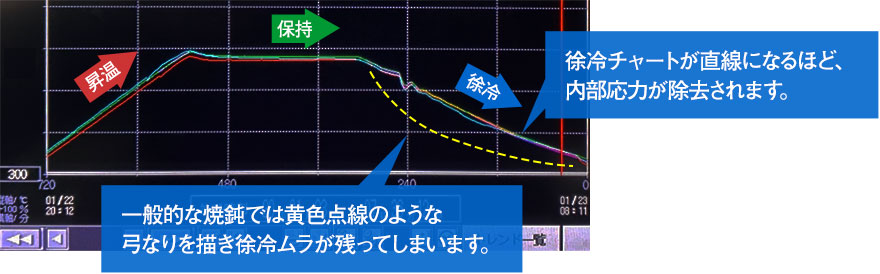
残留応力を除去するためには、徐冷工程が一番重要になってきます。
従来型の一般的な焼鈍炉では、単純に加熱し冷ますので一定温度で徐冷できずに黄色線のように徐冷チャートが弓なりになります。
枠内徐冷と同様に、徐冷ムラにより残留応力が残ってしまいます。
弊社の高性能焼鈍炉では、ON/OFFサイクル燃焼制御制御システムにより14本のバーナー毎に燃焼・冷風エアー・消火を繰り返す事により、炉内温度の均一化を図ることにより、直線に近いチャートになります。
安定温度で徐冷することにより、残留応力を限りなくゼロにし、高精度機械を追求するお客様に最適な鋳物及び製缶品を提供します。
温度チャート
大物~小物まで高品質低コストの実現
ON/OFFサイクル燃焼制御システム+ハイスピードバーナー(省エネルギー)
往来、微妙な温度差の修正などは操炉者の勘や経験に頼っていましたが、新ON/OFFサイクル制御システムの採用により、炉内の積載状況に自動的に対応します。
この燃焼制御システムはハイスピードバーナーの特性である炉内撹搾効果を低温行域から高温域まで最大限に生かしゾーン毎に高度な炉内温度分布を達成します。
ハイスピードガスバーナー
ON/OFFサイクル燃焼制御システム
超大型炉体移動式焼鈍炉(処理能力+省人化)
炉床を2ヵ所(ベースA,B)設置することにより、ベースAで熱処理を行っている間にベースBは、処理物の積載作業及び手入れ作業を行うことも可能であり、操業効率も大幅に改善されます。 さらに炉内寸法長さ13.600×幅4.470×高さ3700という国内有数の大型炉なので、一度に処理できる能力が高いため、kg当たりの単価を低コストに提供できます。
炉体移動式焼鈍炉の動画
小物~大物まで対応できますのでご相談ください。
また、製缶品や焼鈍のみの対応や、他工程と組み合わせての値引きもしておりますので、お問い合わせください。